Project brief
The ladle was not failing because the plant lacked materials. It was failing because it was asking one logic to serve incompatible duties. The slag line lived in a world of penetration, corrosion, and fast thermal cycling. The wall and bottom lived in a different world, where heat balance, geometry retention, and whole-vessel coordination mattered more than maximum severity at one line. As long as those duties were spoken of as one problem, the ladle could not become a disciplined asset.
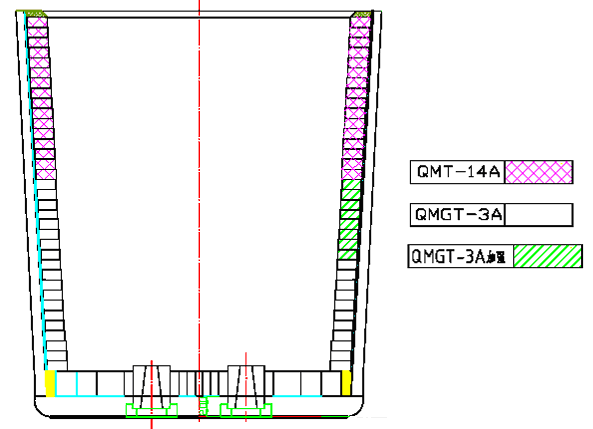
Equipment and hot zones
- Slag line
- Sidewall and lower-wall transition sections
- Bottom and impact-related positions
- Safety lining beneath the working system
- Zones where cast or precast continuity offered an advantage over multiple joints
Failure pressure profile
- Severe slag penetration and corrosion at the slag line
- Heat-balance drift and geometric instability in wall and bottom sections
- Premature opening when severe-duty and balanced-duty positions were forced into one route
- Shell-side exposure once support continuity began to weaken
Material combination
- Magnesia-carbon brick in slag-line and other severe slag-contact positions
- Alumina-magnesia-carbon brick and magnesia-alumina-carbon brick in wall and bottom areas that needed coordinated whole-ladle behavior
- Ladle working-lining castable where reduced joints, integral casting, or precast geometry improved service control
- Ladle safety-lining castable beneath the working system to preserve shell protection and long-cycle stability
What changed commercially
The ladle route became something the plant could measure with discipline. Slag-line loss could be reviewed on its own merits, while wall and bottom stability were judged by how well they preserved vessel order over repeated heats. Cost allocation stopped being rhetorical. Tender language stopped depending on vague promises of longer ladle life. The lining became easier to buy because it first became easier to read.